The increasing awareness of society about nature conservation and the recovery of natural spaces has put pressure on governmental bodies to tighten up the laws on pollution prevention and control; for instance, Directive 2008/1 of 15 January on Integrated Pollution Prevention and Control, and private corporations in order to minimise the impact of their activity.
The iron and steel industry in general, and the metal surface finishing industry in particular, are facing great challenges to reduce the impact of their production processes. These production processes include the pickling process. This process is used to eliminate the oxide layer that covers metal parts in order to perform subsequent processes (painting, metal coating, etc.)
In the 1960s, the use of hydrochloric acid solutions as a pickling bath for steel surfaces was widespread due to its low cost and efficiency at room temperature. The oxide and other impurities that are eliminated during the pickling process are dissolved in the bath in the form of iron chloride (FeCl2) and affect the efficacy of the pickling.
The pickling bath is considered spent when the iron chloride solubility limit is reached (∼ 150 g/L). The spent pickling baths lack the capacity to remove oxide and impurities from the metal surfaces and must be renewed.
The spent baths are the greatest environmental problem facing metal surface finishing industries and they must be disposed of by authorised waste managers at a high cost.
The presence of zinc generated by the galvanising industry in the spent pickling baths is an additional problem in the management of the effluent, as not all recovery processes are able to work with zinc chloride (ZnCl2).
It is common practice for the waste managers entrusted with eliminating the effluents from the surface finishing and galvanising industries to neutralise the spent pickling baths with alkaline substances to precipitate metal hydroxides. This is an expensive process that presents landfill issues due to the high salinity of the treated effluent, generating huge quantities of sludge –which must be neutralised– and there is no recovery of raw materials or recoverable by-products.
The commitment to protect the environment, provide inexpensive, sustainable solutions and the recovery of raw materials forms part of the mission of Condorchem Envitech, S.L. For this reason, the organisation has embarked on the CHEMIREC® project, a system for the recovery of minerals and recoverable elements from spent pickling baths in order to develop an extremely innovative solution for the recovery of hydrochloric acid from the effluent of spent metal pickling baths.
Unlike current techniques for the treatment of spent pickling baths, the CHEMIREC® system permits the complete recovery of both free and combined hydrochloric acid to obtain ferrous sulphate (FeSO4) as a commercially recoverable by-product for use as a fertiliser and in the case of the galvanising industry, the recovery of zinc chloride for use in medical practice.
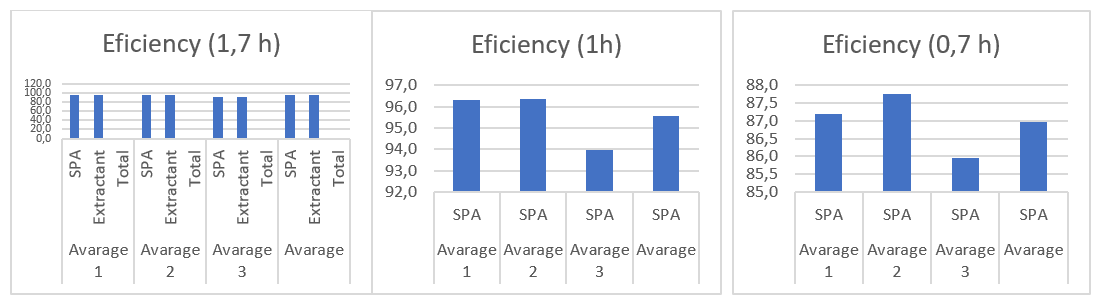
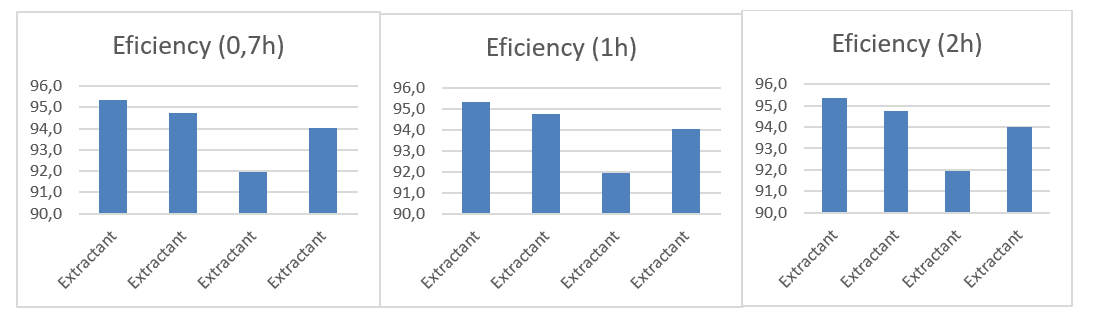
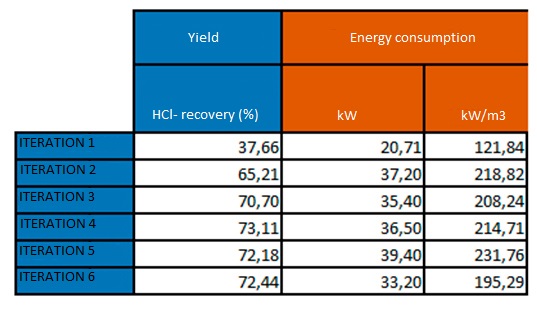
So, the execution of the CHEMIREC® project constitutes a highly effective solution to an environmental problem that has not yet been solved and is derived from the widespread global practice of treating metal surfaces to protect them from corrosion. The process permits the recovery of more than 95 % of the hydrochloric acid present in spent pickling baths, with a low free acid content (1 – 10 %), cost savings in raw materials thanks to the reuse of the recovered hydrochloric acid and zinc chloride (in the case of the galvanising industry), and the commercial recovery of ferrous sulphate in the form of a fertiliser.