La sensibilización creciente de la sociedad por la conservación del medio ambiente y recuperación de espacios naturales presiona a las organizaciones gubernamentales a endurecer la legislación en materia de prevención y control de la contaminación p.e. Directiva 2008/1 de 15 de enero relativa a la Prevención y Control Integrados de la Contaminación– y a las compañías privadas a minimizar el impacto de su actividad.
La industria siderometalúrgica, en general, y la industria de tratamiento de superficies metálicas, en particular, se enfrentan a grandes retos para reducir el impacto derivado de sus procesos productivos. Dentro de estos procesos productivos, podemos destacar el proceso de decapado. Es el proceso que se utiliza para eliminar la capa de óxido que recubre las piezas metálicas para poder realizar procesos posteriores (pintura, recubrimientos metálicos, …).
Durante los años 60 se popularizó el uso de disoluciones de ácido clorhídrico como baño decapante para superficies de acero por su bajo coste y su eficacia a temperatura ambiente. El óxido y otras impurezas que se eliminan en el decapado se disuelven en el baño en forma de cloruro de hierro (FeCl2) y afectan a la eficiencia del decapado.
El baño de decapado se considera agotado cuando se alcanza el límite de solubilidad del cloruro de hierro (∼ 150 g/L). Los baños de decapado agotados no tienen la capacidad de eliminar el óxido e impurezas de las superficies metálicas y deben renovarse.
Los baños agotados constituyen el mayor problema ambiental a qué se enfrenta la industria de tratamiento de superficies metálicas y se deben depositar en gestores de residuos autorizados a un alto coste.
La presencia de zinc en los baños de decapado agotados que provienen de la industria galvanizadora constituye un handicap adicional para la gestión del efluente puesto que no todos los procesos de recuperación tienen la capacidad de trabajar con cloruro de zinc (ZnCl2).
Comúnmente, los gestores de residuos encargados de la eliminación de los efluentes provenientes de la industria de tratamiento superficial y galvanizadora neutralizan los baños de decapado agotados con sustancias alcalinas para precipitar hidróxidos metálicos. Consiste en un proceso caro, presenta problemas de vertido por la alta salinidad del efluente depurado, genera ingentes cantidades de fango –que deben inertizarse– y no hay ninguna recuperación de materia prima ni subproductos valorizables.
El compromiso para con la protección del medio ambiente, ofrecer soluciones de bajo coste y sostenibles y la valorización de materias primas forma parte de la razón de ser de Condorchem Envitech, S.L. Por ello, la organización emprende el proyecto de CHEMIREC®, un sistema de recuperación de minerales y elementos valorizables a partir de baños agotados de decapado para desarrollar una solución altamente innovadora para la recuperación del ácido clorhídrico a partir del efluente de baños agotados de decapado de metales.
A diferencia de las técnicas actuales de tratamiento de baños agotados de decapados, el sistema CHEMIREC® permite la recuperación íntegra del ácido clorhídrico, tanto libre como combinado, obtener sulfato ferroso (FeSO4) como subproducto valorizable comercialmente como fertilizante y, en el caso de la industria galvanizadora, recuperar cloruro de zinc para su uso en cabecera.
Por lo tanto, en la ejecución del proyecto CHEMIREC® se desarrolla una solución altamente eficiente que solventa una problemática ambiental no resulta hasta el momento y que se deriva de una práctica extendida a nivel mundial como es el tratamiento de superficies metálicas para protegerlas frente a la corrosión. El proceso permite recuperar más del 95% del ácido clorhídrico contenido en los baños de decapado agotados –con bajo contenido en ácido libre (1 – 10%)–, ahorrar costes de materias primas gracias a la reutilización del ácido clorhídrico recuperado y cloruro de zinc (en el caso de la industria de galvanización) y la valorización comercial como fertilizante del sulfato de hierro.
Esta tarea se ha iniciado en la fase 1 y continúa en ejecución durante la fase 2. A la finalización de la fase 1 se han iniciado las implementaciones del proceso diseñado en la tarea 2.1. Los equipos adquiridos para comenzar a implementar el proceso CHEMIREC® se probaron individualmente durante la fase 1. La planta piloto consta de diferentes procesos para alcanzar el objetivo final. Los procesos se han dividido siguiendo el siguiente esquema:
En esta fase se pretende eliminar todas aquellas sustancias que impiden alcanzar el objetivo final. El baño de decapado contiene partículas en suspensión provenientes de las impurezas que se introducen en el proceso cuando se introducen las piezas en el baño de decapado. Además, se ha detectado la presencia de aceites y tensioactivos. Los aceites provienen de las propias piezas, mientras que los tensioactivos son un aditivo que se incorpora a la solución decapante para mejorar su poder humectante y acelerar el proceso de decapado. Estas partículas, aceites y tensioactivos son perjudiciales para el sistema, por lo que se ha previsto un sistema de filtración que elimine estas partículas.
Una vez estos elementos son eliminados del baño, éste pasa a un sistema de extracción líquido–líquido en el que se pone en contacto con un extractante orgánico. Esta extracción pretende eliminar los contenidos de zinc del baño inicial, transportándose al extractante en forma de cloruro de zinc.
Este paso nos permite recuperar el zinc contenido en el baño de decapado agotado. El zinc es un metal muy valioso y que puede reutilizarse en el propio proceso productivo.
Para poder recuperar el zinc y regenerar el extractante, se vuelve a realizar una extracción líquido-líquido del zinc presente en el extractante orgánico hacia agua ultrapura. Con esto obtenemos extractante puro que podemos reutilizar y una disolución de cloruro de zinc que se puede valorizar o reutilizar en el proceso como fluxante.


Sistema de recuperación de zinc del baño de decapado agotado instalado en contenedor de transporte marítimo.
En esta fase se pretende eliminar el máximo hierro posible del baño, para ello se le adiciona ácido sulfúrico y se enfría la mezcla, esto provoca la cristalización del sulfato de hierro. Para llevar a cabo este proceso se introduce el baño (sin zinc) y ácido sulfúrico dentro del cristalizador, el cual consiste en un tanque con un serpentín refrigerador y un sistema de agitación suave para la homogeneización de la temperatura. Para refrigerar este baño se utiliza un chiller.
Una vez se han formado las sales de sulfato ferroso, éstas se filtran y secan mediante el uso de una centrífuga de cesta construida en material especial resistente al ácido.
Una vez ya se tiene el baño con una presencia tanto de zinc como de hierro baja, y una gran cantidad de cloruros y acidez libre como es el caso después de la cristalización, este se destila utilizando la técnica de destilación por membranas. Esta destilación está dispuesta de manera que se recircula el concentrado hasta que la cantidad y características del destilado coinciden con las calculadas para las concentraciones del licor madre.


Sistema de cristalización y recuperación de ácido clorhídrico
La instalación de estos equipos se ha realizado en dos contenedores de transporte marítimo a fin de facilitar su montaje, ubicación y traslado.

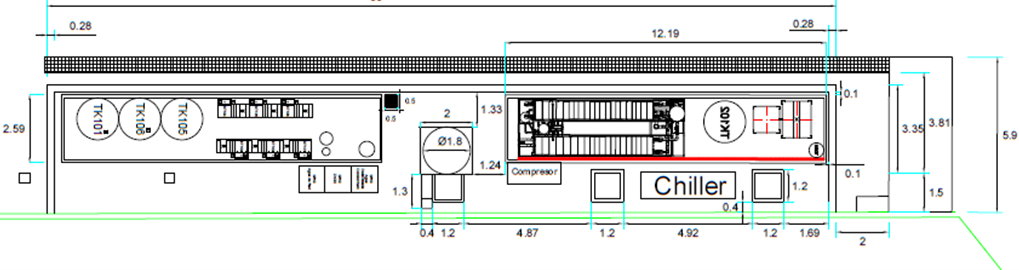
Vista general
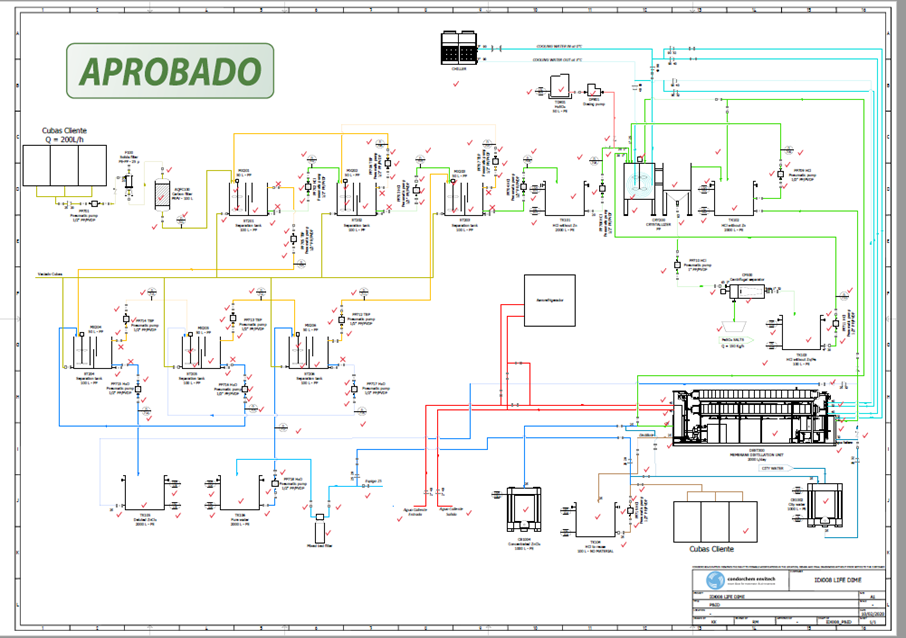
Diagrama de funcionamiento
Una vez realizado el montaje mecánico y eléctrico de la planta, se llevó a cabo la puesta en marcha de la misma. Durante la puesta en marcha se llevaron a cabo una serie de ensayos de funcionamiento según una secuencia de producción y ajustes progresivos de los equipos y de la instalación. El objetivo de la puesta en marcha de la planta piloto fue conseguir un funcionamiento acorde con las exigencias de rendimiento de producción, de respeto de las especificaciones medioambientales y de seguridad e higiene legalmente establecidas.
De este modo, los ensayos llevados a cabo se describen a continuación:
Tal como se ha descrito anteriormente, el baño agotado contiene sólidos en suspensión, tensioactivos y aceites separados. Estos productos son perjudiciales para el proceso, por lo que el primer paso que se realizó fue la filtración del baño de decapado agotado.

Tabla con los valores obtenidos después de la filtración
La presencia de zinc en el proceso de recuperación del ácido no es un inconveniente y no se precisa de su eliminación para el proceso de recuperación del baño de decapado. No obstante, el zinc precipitaría en forma de sulfato de zinc conjuntamente con el sulfato de hierro, contaminando a este último. Además, el hecho de no recuperar el zinc, supondría una pérdida importante de materias primas.
Así pues, la recuperación de zinc se realiza con el objeto de poder revalorizar el sulfato ferroso obtenido en el proceso y recuperar una materia prima que se utiliza en el propio proceso de galvanizado.
La eliminación de zinc se realiza mediante una extracción líquido–líquido utilizando una fase orgánica. El extractante es un solvente orgánico que se utiliza frecuentemente en la extracción y purificación de metales.
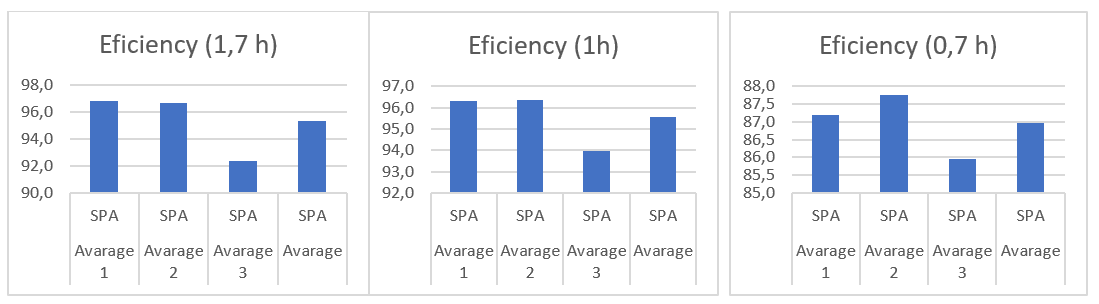
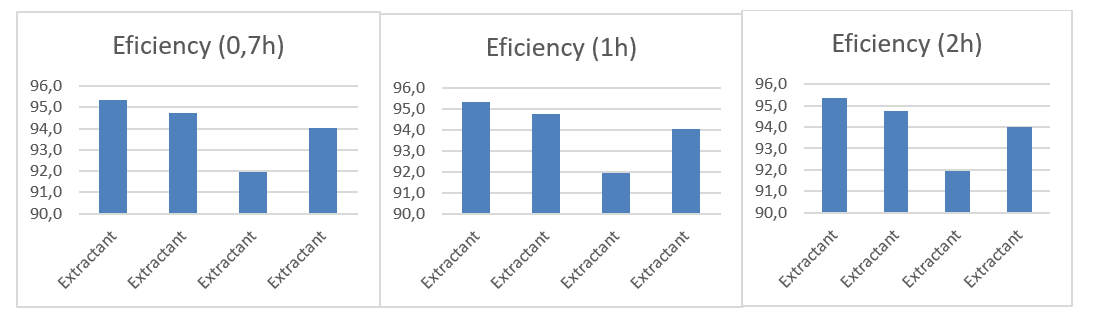
Eficiencia del sistema de extracción de Zn a diferentes tiempos de contacto
El zinc es una materia prima que puede ser reutilizada en el proceso de galvanizado si se encuentra a la concentración adecuada y en fase acuosa.
Además, el extractante es un producto de coste elevado, por lo que interesa regenerarlo en el proceso. Tras las pruebas realizadas en laboratorio se ha visto que el mejor sistema para recuperarlo es realizando una extracción en cascada con agua ultrapura.
El agua ultrapura se produce en las instalaciones de CONDORCHEM ENVITECH mediante un equipo de resinas de intercambio iónico y un lecho mixto.
El sistema utilizado es el mismo que el descrito anteriormente, pero utilizando agua ultrapura en lugar de baño.
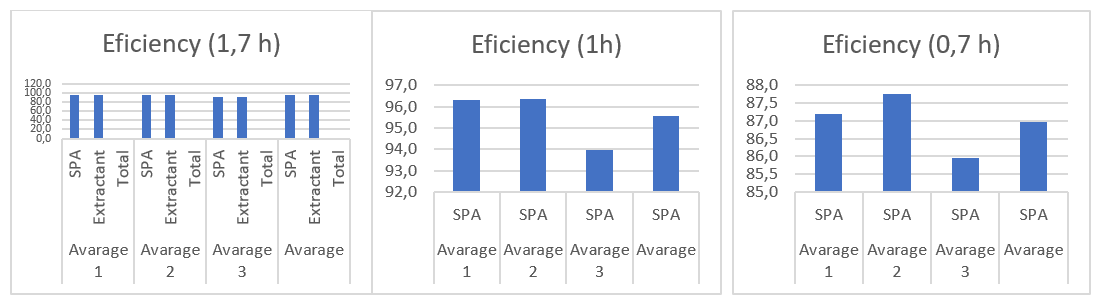
Eficiencia del sistema de extracción de Zn a diferentes tiempos de contacto
Eficiencia del sistema de extracción de Zn a diferentes tiempos de contacto
Actualmente se está trabajando en este punto a escal planta de demostración, si bien, los resultados obtenidos a escala planta piloto se explican a continuación.
Al baño pretratado se le añade el concentrado del evaporador del ciclo anterior, a fin de cristalizar el sulfato ferroso concentrado y recuperar la máxima concentración de ácido clorhídrico posible. A la muestra se le añade suficiente ácido sulfúrico para la precipitación del hierro divalente y obtener la máxima acidez libre para recuperar el ácido clorhídrico combinado.
Una vez realizada esta mezcla, se introduce en el reactor de cristalización y se baja la temperatura hasta 2–4 ºC. Alcanzada esta temperatura se deja decantar durante 30 minutos y se procede al vaciado del reactor hacia un saco filtrante capaz de separar los cristales de sulfato ferroso del baño con bajo contenido en hierro.
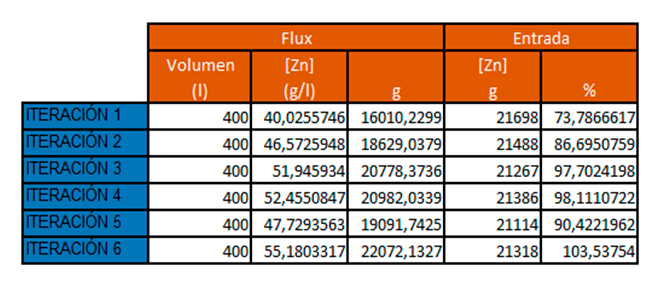
Los resultados obtenidos en la preparación de las diferentes extracciones han sido los siguientes:
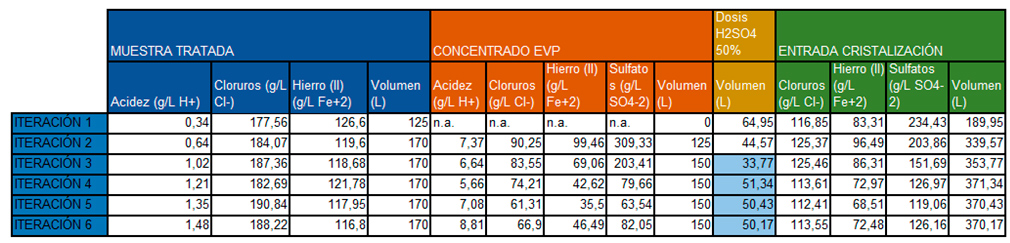
En las dos primeras muestras el ácido sulfúrico se introduce en exceso a fin de incrementar la cantidad de sulfatos presentes en el medio y desplazar el equilibrio hacia la precipitación de sales de sulfato ferroso. En las siguientes iteraciones se realiza de forma estequiométrica.
Los resultados de la extracción se muestran en la siguiente tabla:
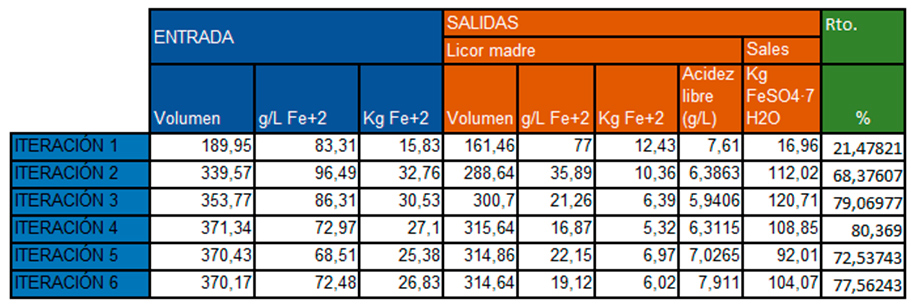
Los rendimientos se ajustan a los valores esperados. y se denota la tendencia a mantenerse constante la salida de hierro divalente en el licor madre.
El licor madre extraído del sistema de cristalización es introducido en un equipo de evaporación por membranas (descrito anteriormente). En la bibliografía está ampliamente documentado que al destilar una solución que contiene ácido clorhídrico se forma un azeótropo que tendrá una concentración cercana al 18% de ácido clorhídrico:
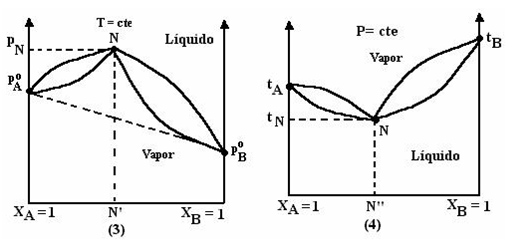
Por este motivo no se espera obtener concentraciones de ácido clorhídrico superiores a este valor.
El contenido de cloruros en el licor madre en la salida del cristalizador se sitúa en torno a los 120 g/L. Además, por pruebas anteriores (laboratorio) se ha visto que la concentración de ácido clorhídrico en el destilado se sitúa alrededor de los 150 g/L de ácido clorhídrico.
Esto implica la necesidad de añadir un volumen de agua que asegure poder recuperar el máximo de ácido clorhídrico. Se ha determinado que cada iteración se complementará con agua hasta llegar a los 330 litros, excepto el primero, ya que no se añade concentrado de ciclos anteriores y se complementará hasta 225 litros.
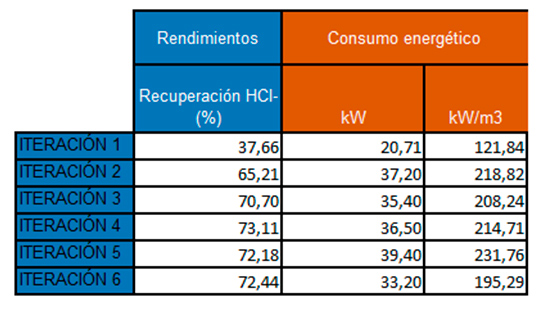
Los resultados obtenidos se exponen en la siguiente tabla:

Se observa que los valores se estabilizan alrededor de una concentración de 150 g/L de ácido clorhídrico en el destilado y de una concentración de 65 g/L de cloruros en el concentrado.
El rendimiento individual de cada paso se expone a continuación:
El zinc puede ser reutilizado en la propia planta o se puede revender como subproducto a empresas que formulen productos químicos para la industria galvanizadora.
El cloruro de zinc presente en el agua está muy diluido para ser reutilizado o ser revendido, es por ello que se ha realizado un estudio preliminar de la posibilidad de reconcentrar dentro de parámetros normales para su comercialización o reutilización.
Esta prueba se ha realizado sobre una única de las fases, ya que el proceso de concentración utilizando equipos DESALT es ampliamente conocido por la empresa.
Los resultados obtenidos son:
A3 VALIDACIÓN DE LA SOLUCIÓN TECNOLÓGICA
El objetivo de la presente actividad fue lograr la optimización del proceso para el tratamiento del efluente de residuos proveniente de los baños agotados de decapado a través de una solución tecnológica que se fundamenta en un proceso altamente innovador protegido a través de la patente P200400694, propiedad de CONDORCHEM. Los parámetros operacionales que se validaron en esta actividad son:
Todos estos parámetros fueron evaluados experimentalmente en la planta piloto.
LIFE DIME se probó y completó con éxito como proceso para recuperar y reutilizar materias primas valiosas de baños de decapado agotados. Se lograron los objetivos iniciales, lo que significa que la solución LIFE DIME tiene transferencia completa a aplicaciones del mundo real dentro de la industria del tratamiento de superficies metálicas.
En el siguiente informe, proporcionamos una descripción general del proyecto de principio a fin.
LIFEDIME es una solución que recupera metales y ácido clorhídrico de los baños de decapado usados.
 LIFE DIME está cofinanciado por el programa LIFE de la Unión Europea. (Grant Agreement No. LIFE16 ENV/ES/00041). Este sitio web sólo refleja la opinión del autor y la Agencia no es responsable del uso que pueda hacerse de la información que contiene.
LIFE DIME está cofinanciado por el programa LIFE de la Unión Europea. (Grant Agreement No. LIFE16 ENV/ES/00041). Este sitio web sólo refleja la opinión del autor y la Agencia no es responsable del uso que pueda hacerse de la información que contiene.
© 2021 – LIFEDIME – Aviso Legal – Política de Privacidad – Política de Redes Sociales